


Possible Homemade Tool... Or Possible Fail
Aug 26, 2017 17:09:06 GMT -5
190mech, ryan_ott, and 6 more like this
Post by 90GTVert on Aug 26, 2017 17:09:06 GMT -5
I sketched out some ideas and decided that I would give making a case cutting tool a go. IF it works, it'll be to clearance horizontal Minarelli crankcases (at least clones, not sure if the good stuff is exactly the same) to fit stroker cranks. That's a big if. I may fail and make a fool of myself. If that's how it goes, then hopefully I'll learn something along the way.
I started with a piece of 4130 steel 1" round bar, cut to just over 8" long. I had 2 plans in mind, one of which could use substantially less steel, but I suspected that it wouldn't work as I'd like. Either plan needed the same first cut, so I could revise if needed mid-build.
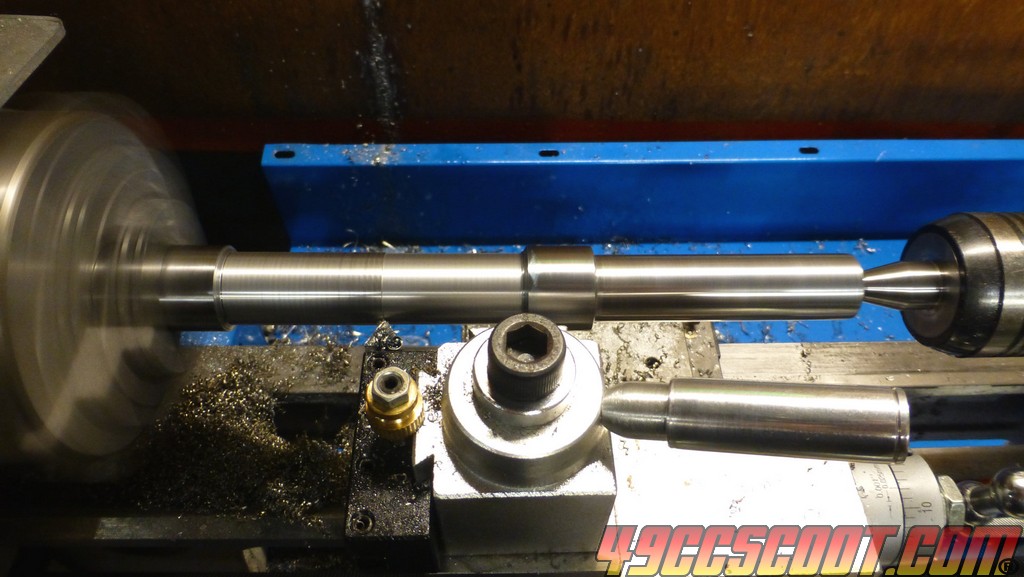
I turned one end down to just under 20mm in the lathe, because a 6204 bearing (that the Mina uses for the crank) has a 20mm ID. I did not want a press/tight fit, but not a lot of slop either. I forget where it ended up. I kept taking it off of the live center and checking with a bearing to see how it felt.
Once one side was done, I dropped it into a case with a new bearing in it. As I expected, it wobbled quite a bit. A little from not being a tight fit in the bearing, but it mostly seems to be because of movement of the bearing. By the time you get a few inches from the bearing, the play is significant. That kinda sucked, because the first plan was the simple one that involved considerably less work. I guess a case half could be secured to a drill press and it may work that way, but I was hoping for something closer to a standalone.
Oh well, onto plan B. I put the piece back in the lathe and continued working on it. I left around a 3/4" section near it's 1" original size, and then cut another section to just below 20mm to fit a bearing. Then I cut the end down to a little below 1/2" OD so it could be chucked in a drill.

Then I had a section to fit a bearing in the case and a section to fit another bearing, but nothing to hold a second bearing. I had a somewhat simple idea, using some steel that I had around. I planned to use a piece of 1/8" thick by 1.5" wide flat bar to hold a bearing above the cases. 1/8" seemed like it should handle the stress it would need to, especially since it's all that I had around. Before I worked with the steel, I made a template from a piece of a folder to make sure I got it right or at least close. That let me press/tap on the folder to get outlines of holes and the shaft of the piece that I had just made with the lathe.
I drilled the middle hole to 1", because I had a 1" bit and I thought that it should provide sufficient clearance
for a 20mm shaft to pass through.

That worked fine for the 20mm section, even though I got a little off center with the shaft somewhere along the way, transferring or drilling. What I realized then though, was that I could fit the larger section, which I hope to hold a cutting tool, through the hole as well at that size. That would give a little extra travel if needed. I used a carbide burr in the Foredom to open up one end of the hole enough to give more clearance around the larger section of the tool.
The burr made the perfect shavings to stick into my hands. I was fine till I brushed off my shirt. Then I ended up using needle nose plier to pick out at least 50 metal pieces. I've seen someone stick their hand onto a mini-cactus and have to have spines removed and it was quite similar. I'd think I had them all, then grab something else and feel some sticks. Back to the pliers.

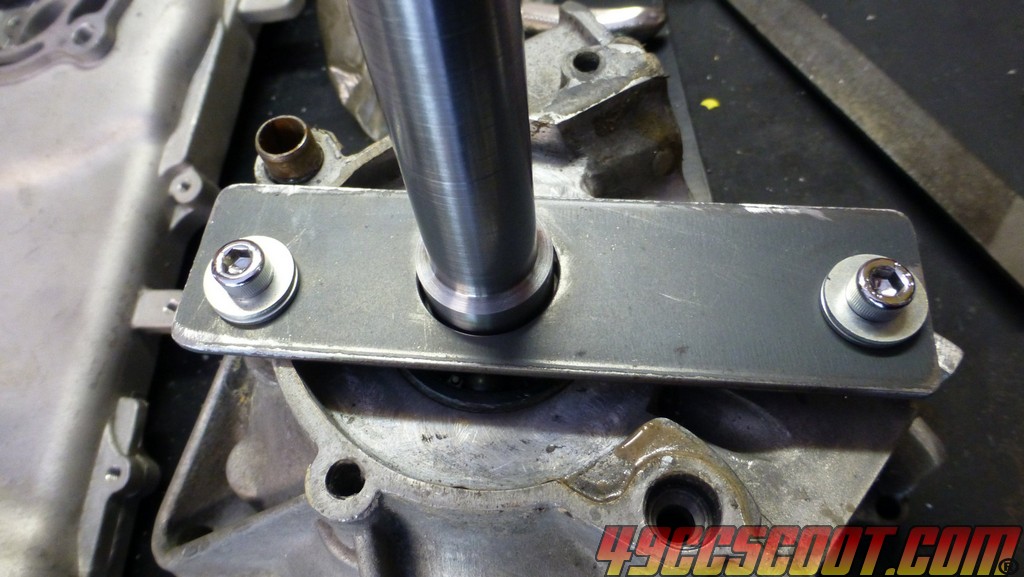
Back to the parts, I had a plate that worked. Here's the best I could do of a mock up at the moment.
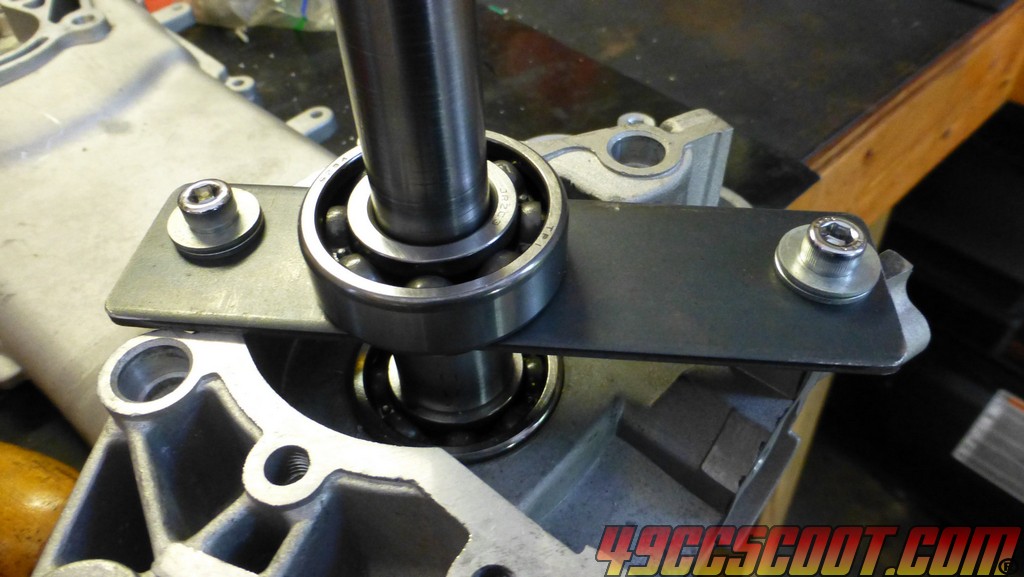
As you can see, I will need something to hold a bearing on the steel plate. I have a piece of steel pipe here with a 35mm ID and thick walls. I hope to cut it to a 37mm ID and then weld it to the plate. I've ordered a 6904-2RS bearing. That's 20mm ID just like the 6204, 9mm thick, and 37mm OD. I wanted a ZZ (metal shielded) bearing instead, but the 2RS was $4 shipped and the ZZ was $10 and I got cheap. I also ordered a 6204-ZZ so a shielded bearing can be used when cutting. I don't plan to make it slip in and out like a dummy bearing. It will be installed normally, because I'm afraid the dummy bearing could spin and mess up the bearing seat in the cases. If there's enough friction to spin a normal fit bearing, then something has gone wrong.


The plate won't match for the small case half the same way that it fits on the large half that it was made for.

It does match when flipped over though. I can make another if need be, but I think it may work alright if the bearing is on the bottom of the plate for the small case. Both sides will need some spacing to work, and the small side will have more room for spacing without needing a longer shaft since it's more shallow.
I haven't done any machining for a cutting bit yet. I wanted to have the bit in hand before messing with it. I ordered this boring bar last night because the cutting tip protrudes away from the tool and it's 3/8", which is the largest I wanted to go. I think the cutter will need to be able to cut lower than the section that it's in, even though I'll try to get it drilled to be at the bottom edge. The 6204 bearings can sit proud above the floor (actually side) of the cases, and also I wouldn't want the bar scraping the cases to do the cutting at the bottom if at all possible. I think I'll cut the 3/4" long section shorter too, so it will give more travel.
I think this thing may be awkward to try to use, because it may prove difficult to control a drill's movement. I thought about maybe finding a spring that could be placed between the bearing in the case and the bottom of the cutting section, but then that would limit travel. If it's a problem, maybe I could cut a groove or grooves for a snap ring in the top 20mm section and use a ring to hold a cap/washer so a spring could fit between it and the top bearing or plate. I'm not really sure how much difference that would make or if it would be good or bad or how or if the tool works at all right now though.
So there's what I have so far. It'll take a bit to get the parts and get the other work done to see if it's a fail or not.
I started with a piece of 4130 steel 1" round bar, cut to just over 8" long. I had 2 plans in mind, one of which could use substantially less steel, but I suspected that it wouldn't work as I'd like. Either plan needed the same first cut, so I could revise if needed mid-build.
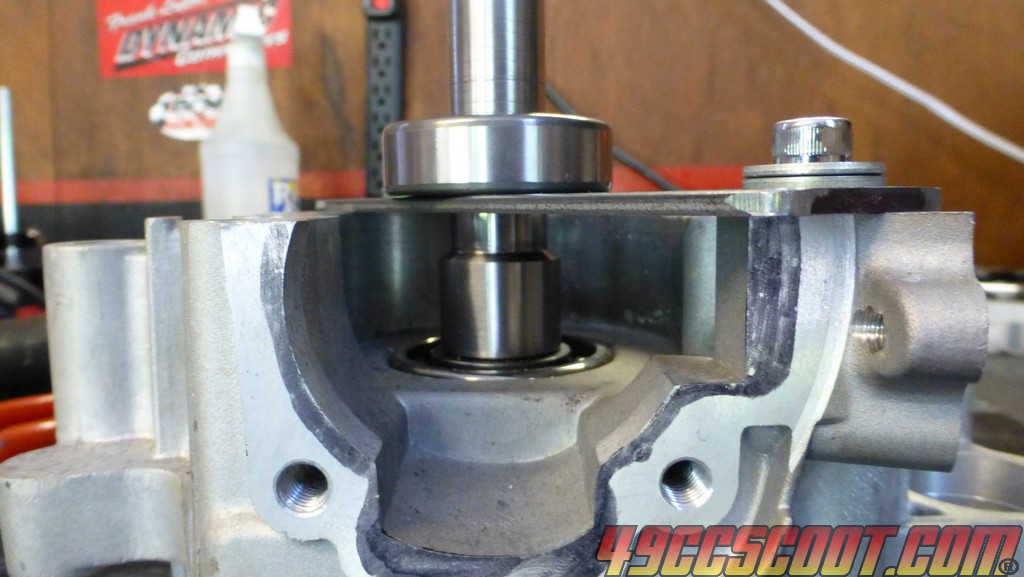
I turned one end down to just under 20mm in the lathe, because a 6204 bearing (that the Mina uses for the crank) has a 20mm ID. I did not want a press/tight fit, but not a lot of slop either. I forget where it ended up. I kept taking it off of the live center and checking with a bearing to see how it felt.
Once one side was done, I dropped it into a case with a new bearing in it. As I expected, it wobbled quite a bit. A little from not being a tight fit in the bearing, but it mostly seems to be because of movement of the bearing. By the time you get a few inches from the bearing, the play is significant. That kinda sucked, because the first plan was the simple one that involved considerably less work. I guess a case half could be secured to a drill press and it may work that way, but I was hoping for something closer to a standalone.
Oh well, onto plan B. I put the piece back in the lathe and continued working on it. I left around a 3/4" section near it's 1" original size, and then cut another section to just below 20mm to fit a bearing. Then I cut the end down to a little below 1/2" OD so it could be chucked in a drill.
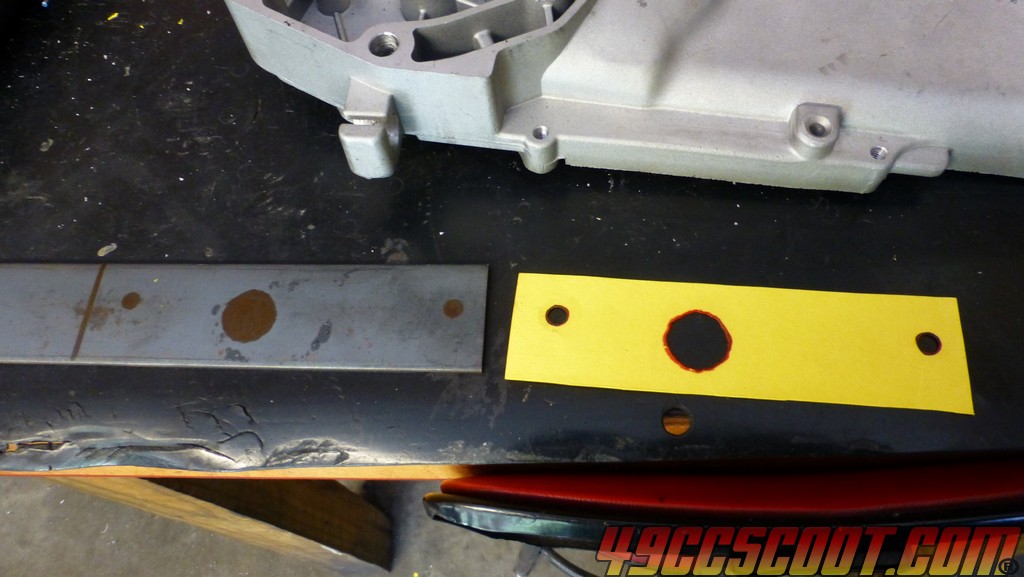
Then I had a section to fit a bearing in the case and a section to fit another bearing, but nothing to hold a second bearing. I had a somewhat simple idea, using some steel that I had around. I planned to use a piece of 1/8" thick by 1.5" wide flat bar to hold a bearing above the cases. 1/8" seemed like it should handle the stress it would need to, especially since it's all that I had around. Before I worked with the steel, I made a template from a piece of a folder to make sure I got it right or at least close. That let me press/tap on the folder to get outlines of holes and the shaft of the piece that I had just made with the lathe.
I drilled the middle hole to 1", because I had a 1" bit and I thought that it should provide sufficient clearance
for a 20mm shaft to pass through.
That worked fine for the 20mm section, even though I got a little off center with the shaft somewhere along the way, transferring or drilling. What I realized then though, was that I could fit the larger section, which I hope to hold a cutting tool, through the hole as well at that size. That would give a little extra travel if needed. I used a carbide burr in the Foredom to open up one end of the hole enough to give more clearance around the larger section of the tool.
The burr made the perfect shavings to stick into my hands. I was fine till I brushed off my shirt. Then I ended up using needle nose plier to pick out at least 50 metal pieces. I've seen someone stick their hand onto a mini-cactus and have to have spines removed and it was quite similar. I'd think I had them all, then grab something else and feel some sticks. Back to the pliers.
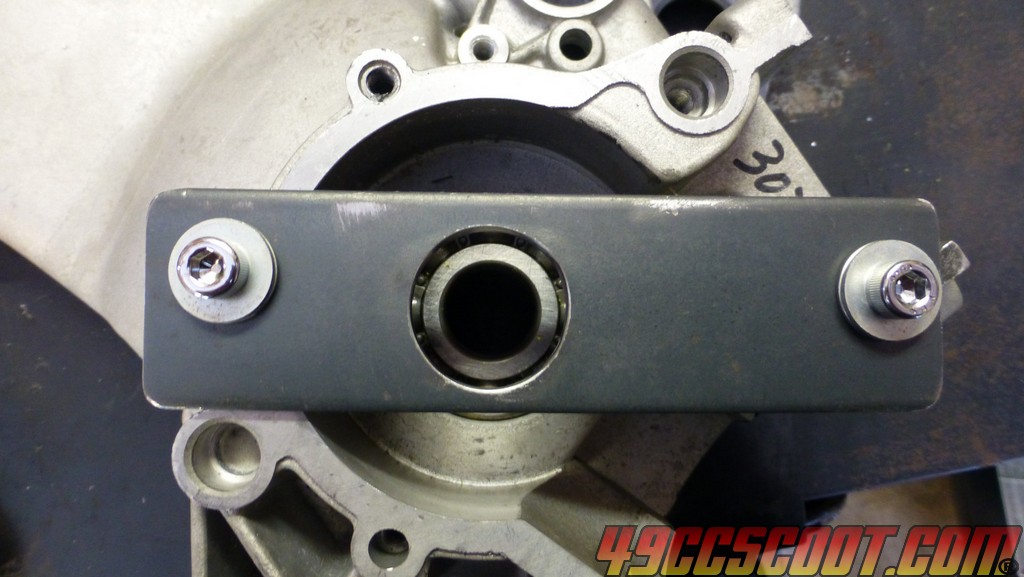
Back to the parts, I had a plate that worked. Here's the best I could do of a mock up at the moment.
As you can see, I will need something to hold a bearing on the steel plate. I have a piece of steel pipe here with a 35mm ID and thick walls. I hope to cut it to a 37mm ID and then weld it to the plate. I've ordered a 6904-2RS bearing. That's 20mm ID just like the 6204, 9mm thick, and 37mm OD. I wanted a ZZ (metal shielded) bearing instead, but the 2RS was $4 shipped and the ZZ was $10 and I got cheap. I also ordered a 6204-ZZ so a shielded bearing can be used when cutting. I don't plan to make it slip in and out like a dummy bearing. It will be installed normally, because I'm afraid the dummy bearing could spin and mess up the bearing seat in the cases. If there's enough friction to spin a normal fit bearing, then something has gone wrong.
The plate won't match for the small case half the same way that it fits on the large half that it was made for.
It does match when flipped over though. I can make another if need be, but I think it may work alright if the bearing is on the bottom of the plate for the small case. Both sides will need some spacing to work, and the small side will have more room for spacing without needing a longer shaft since it's more shallow.
I haven't done any machining for a cutting bit yet. I wanted to have the bit in hand before messing with it. I ordered this boring bar last night because the cutting tip protrudes away from the tool and it's 3/8", which is the largest I wanted to go. I think the cutter will need to be able to cut lower than the section that it's in, even though I'll try to get it drilled to be at the bottom edge. The 6204 bearings can sit proud above the floor (actually side) of the cases, and also I wouldn't want the bar scraping the cases to do the cutting at the bottom if at all possible. I think I'll cut the 3/4" long section shorter too, so it will give more travel.
I think this thing may be awkward to try to use, because it may prove difficult to control a drill's movement. I thought about maybe finding a spring that could be placed between the bearing in the case and the bottom of the cutting section, but then that would limit travel. If it's a problem, maybe I could cut a groove or grooves for a snap ring in the top 20mm section and use a ring to hold a cap/washer so a spring could fit between it and the top bearing or plate. I'm not really sure how much difference that would make or if it would be good or bad or how or if the tool works at all right now though.
So there's what I have so far. It'll take a bit to get the parts and get the other work done to see if it's a fail or not.













