2stroked contacted me a little while ago and recommended 2 sites that he thought may be able to help with finding a belt for this thing. Thanks to him for looking out. I contacted both with some info. Told them what kind of belt I found that was the right profile, but that it was 70 teeth and I need one with 90 teeth in that size. The Belt Store got back to me and asked me a couple more questions. I answered and the lady said she had found what I need and gave me a part number. I was very happy and asked her to send me an invoice for 2 so I could buy them. Hot damn, we've beat this thing!
...Or not. Belts showed up and they're the same style of one of the others that I had. I should have known by the part number, but I think I was so glad to have a belt pro tell me they found something that I didn't even pay much attention to the part number "B180XL037S" which should have told me it's an XL belt that I knew didn't work.



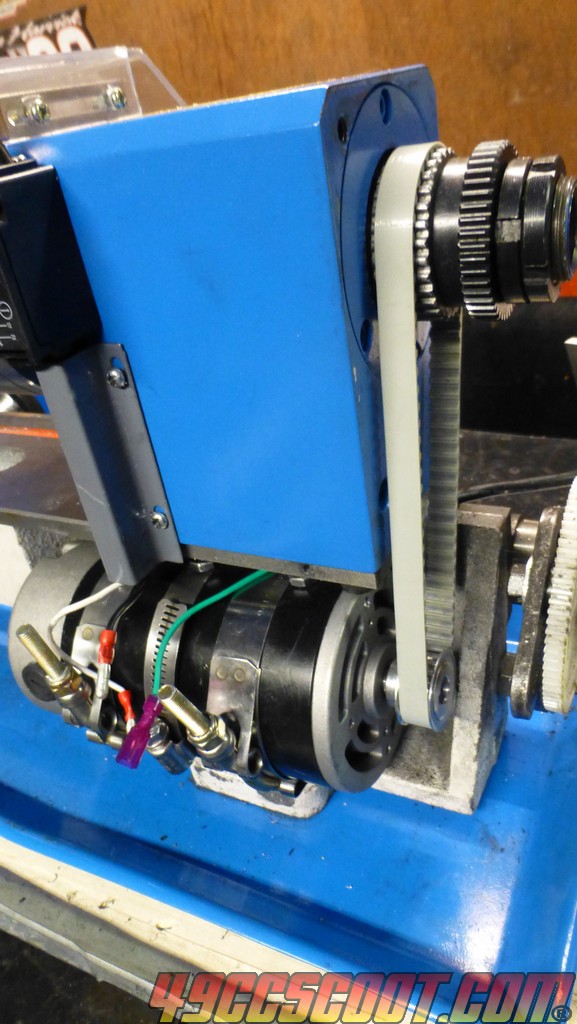
By this point I've bought 6 belts now that don't fit. I've had LittleMachineShop, who seems to be a leader in these little lathes, tell me they have no idea where I'd find that belt. The solution that has been covered by TimNummy in a video didn't look that good to me. The belt that he used didn't look like it matched up prefect with the top pulley and the lower pulley replacement clearly had a different profile when looking at the teeth that the old pulley or top pulley.
 190mech
190mech has been saying I should just replace both pulleys and use a belt that is more standard and I can find easily. I've avoided that because it would be so much easier to just replace belts if I could find them and I didn't know how hard it would be to find pulleys and get them to work. I decided that it was time to get over that and get it done, so I removed both pulleys and took measurements.


Then I took a look at McMaster-Carr to see if they had anything that would work in common drive styles. I found 2 XL series timing pulleys that matched up somewhat well.
| Stock Motor Pulley | McMaster-Carr
6495K716 | Stock Spindle Pulley | McMaster-Carr
6495K725 |
| Inside Diameter | 0.395" | 0.250" | 1.109" | 0.313" |
| Pitch Diameter | 0.972" | 1.019" | 1.807" | 2.037" |
| Outside Diameter | 1.15" | 1.248" | 1.807" | 2.037" |
| Drive Area Thickness | 0.402" | 0.422" | 0.640" | 0.563" |
| Total Thickness | 0.756" | 0.781" | 0.980" | 1" |
| Hub Diameter | 0.708" | 0.688" | 1.414" | 1.5" |
| Tooth Count | 17 | 16 | 31 | 32 |
The inside diameters were quite a bit off, but I could deal with that and the hub diameters were large enough to give me room to do so. Some of the stats were a bit larger, but they all looked like they'd be close enough to fit and work. The tooth counts did differ. The stock setup was 17/31 and the new pulleys would be 16/32. So stock would have the motor spinning 1.82 times faster than the spindle and the new pulleys would change the ratio to 2:1. That would give it a little more torque at the spindle, and I thought that could be a good thing. Wasn't terribly concerned about any small RPM loss.
I ordered both of those pulleys for a total of $55.90 shipped and they showed up within 2 days.



I started out by opening up the ID of the motor pulley. 3/8" was as close as I could get with a drill bit and I don't have any reamers, so I had to bore it. I didn't have any boring tools that would work with that small of an ID, so I cut one quickly from a piece of 1/4" tool stock to finish up.


Then I opened the spindle pulley up from it's tiny ID to 1.109". That took some time, drilling in steps up to 3/4" and then switching to a boring bar. I had a 1" drill bit and tried that before the boring bar, but it was cutting rough and wanting to bind up.

Then I had pulleys that would slide over the shafts, but keyways. I know some will just put a set screw in and use no key; instead relying on the set screw to align with the keyway and lock them together. I really wanted to have keyways in my pulleys, even though I didn't know how to go about it.
I first thought maybe I could use a carbide burr to rough one in and then file, but I thought that would probably be pretty hard to get right and straight and I didn't have any good burrs that small anyway. I did a search before I went to sleep one night, so I was tired and probably missed details, but I found that people seemed to do 1 of 2 things usually. 1 was broaching a keyway with a press. That required special tools; a broach and a guide fro the broach. The other used a lathe to cut a keyway by slowly removing material. I of course chose the latter.
I cut a tool to match the width of the larger of the keyways that would go into a boring bar holder.

I needed to keep the headstock still. I've searched in the past and found some fairly complicated solutions to this, but I thought it could be done easier. I wrapped the spindle with masking tape for protection and then clamped onto it with just enough pressure to hold but not damage it using vise grips. The vise grips would stop against the lathe to keep it from moving in one direction. I tightly wrapped a bungee cord around to give it resistance from moving the other way. It may not work for any job that really wanted to rotate the headstock with much force, but it held more than enough pressure on it for what I was doing.

So basically I held the spindle pulley in the headstock that was secured. The cutter went into a boring bar holder and I used the carriage to move it in and out of the pulley in hopes of creating a keyway a little bit at a time. It was more of a little than I expected. Many times through I barely scratched the thing and I wasn't cutting on both sides all the way through.

What I saw of the process was always someone making a keyway in aluminum. I stuck a piece of aluminum in the headstock and made sure it would cut that at least to see if I had the general idea correct. It did work, but not great. Along the way, I made some changes to the tool and the angle that I had it set at and improved the process. One major takeaway was that I needed a flat leading/cutting edge. I had it with a point that pulled away, thinking it would still cut the whole width. It worked much better with it flat though, just with angles falling away on other edges. The other was that the angle the tool went in had to be changed or the tool should be cut for a different angle. It was easier to just change the angle that the tool was mounted.

I went back at the spindle pulley with what I learned from the aluminum test and I started getting better results.

I wasn't really happy with the whole process, but it was working to some degree. There's a lot of flex that wouldn't let me take even tiny bites without flex. I adjusted the slides to lock them down, but the carriage still had play and I couldn't get that out while still being able to move it. It wanted to cut deeper at the beginning of the pass than at the end, so the keyway would be more shallow at the far end of the cut. I did change the tool around more to improve that though. Making the tool fall away faster made it dig in the whole way better. The downside is that it was really hard to push through that way and wanted to grab/catch. Mostly it was a long and hard process. I spent hours moving the carriage, with pressure on it, in and out of the pulley to finally get a working keyway, albeit not pretty. I'm sure it could be much better with a more experienced tool cutter and a lathe without as much flex.


I ground the tool down to match the thickness of the slightly smaller keyway in the motor pulley and then attacked it. That one didn't take nearly as long, but I still spent well over an hour on it. Everything from my hands to my neck was about done by the time I had both keyways finished. It's a long time to be muscling a carriage wheel back and forth. Sure would have been nice to have aluminum pulleys to work with, but I guess these will be a little more stout now that they're cut... though I don't think it will really matter.


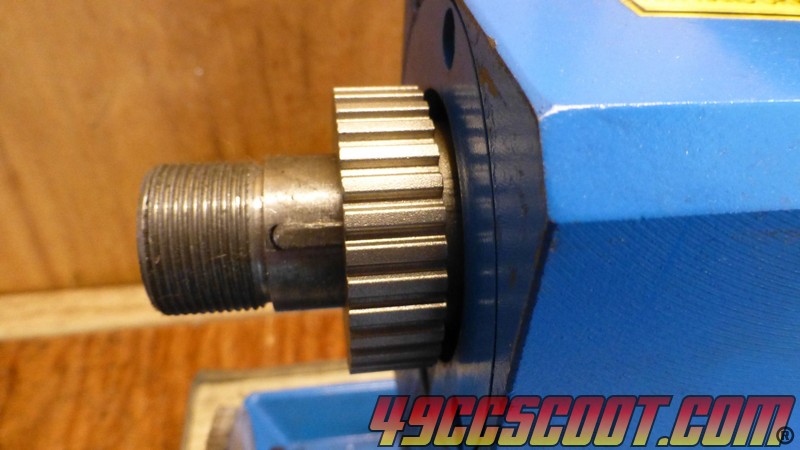
The motor pulley was complete at that point. It fit and it had 2 set screws. One which matched up with the keyway.
The top pulley needed more work. It sat out too far and that caused problems with the alignment of drive gears. I was afraid it could also be an issue with the belt and the cover.


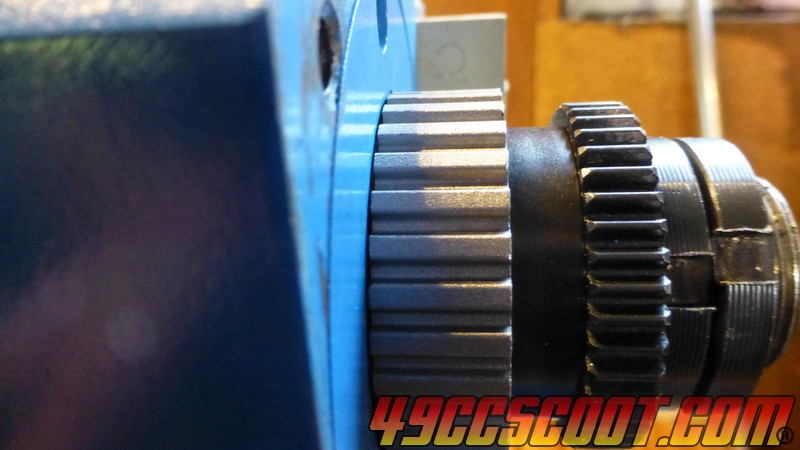
I set the lathe back up with the original pulleys and belt so I could cut down the thickness of the hub of the new drive pulley. You may notice that there's really no meat on the edge by the set screw holes. It doesn't matter. The set screws are so far inward that they can't be used anyway because there's no way to tighten them once installed.

That worked out better. It does sit really close to the housing. The old pulley was smaller so it didn't seem so bad being that close, but this one won't fit the opening. I don't think it will be an issue though, as long as bearings and such are in good condition.
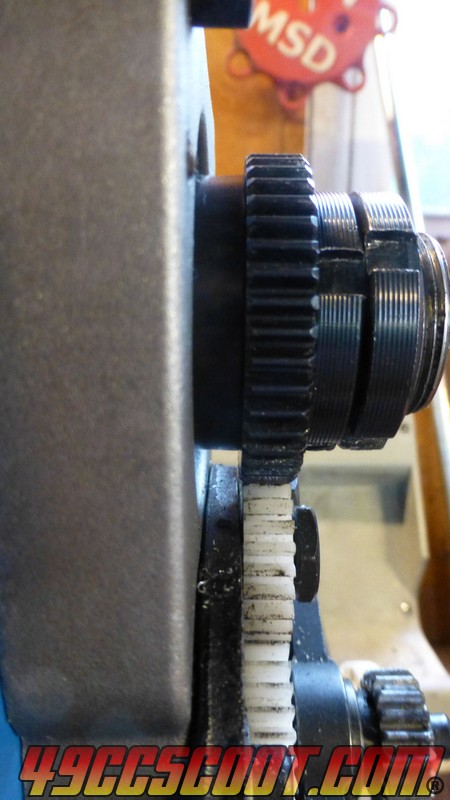
Gear alignment is actually better than it was in stock form.
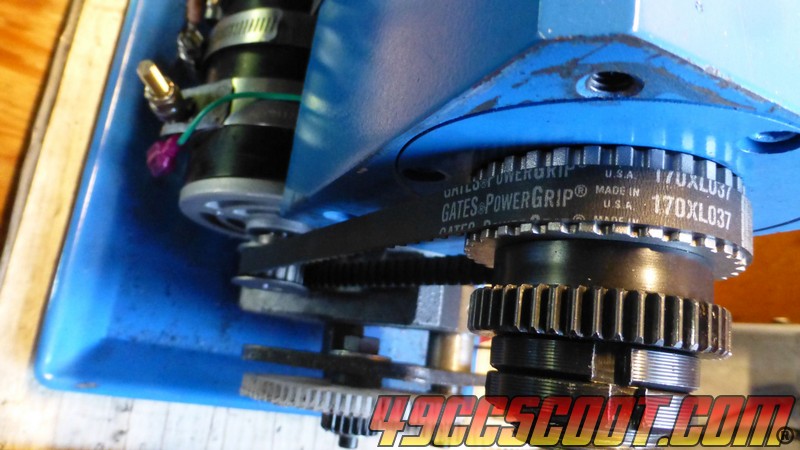
I installed both pulleys and put on a belt. The Gates PowerGrip 170XL037 that I tried out long ago fits very well. It's available from McMaster-Carr with their part number 6484K227 with a current price of $6.21.

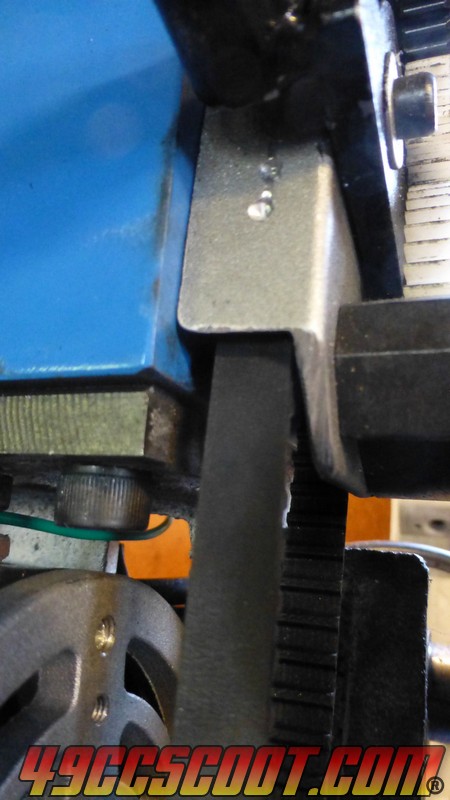
The belt clears the housing. I wasn't sure how it would work out on one lower edge with larger pulleys, because I had to cut the housing with the original belt to avoid contact.

It's all back together now and seems to work fine. I have not tested it with actual work to put a load on it, but I think it will be okay. I did notice one change. Normally if I set the speed to the absolute lowest, the lathe won't start turning. I have to turn it up slightly to get it moving and then back it down to the lowest setting. With the change from 1.82 to 2:1 drive ratio, it will start if set to the lowest speed. Still spins fast enough for me. The only time I ever ran the thing at max speed was for polishing anyway, and it still spins plenty fast for that.
If anyone else finds this info and has the same trouble... my advice is just do it. You've got all the part numbers and info here, so you're only a bunch of sweat and sore muscles away. lol If you could find similar pulleys but in aluminum, this whole process would be substantially quicker. In fact, if you look at the XL Corrosion Resistant pulleys on McMaster-Carr's site, you'll find some pretty close matched to what I bought in anodized aluminum and they're even less expensive. I didn't think about the keyway cutting when I made my purchase and I doubt the strength difference of the steel will matter much.