Sorry there haven't been any updates, but I had a bit of an issue with the mini-lathe that I needed to sort out.
I chucked up a piece of aluminum round bar for practice. Just to work with the lathe a little and see if I learned anything. I went to try a bevel cut (may or may not be what it's actually called, but I machined the end of the rod at an angle) and that worked alright. When I went to move the compound rest back to it's normal 0 degree position, it wouldn't lock into place.
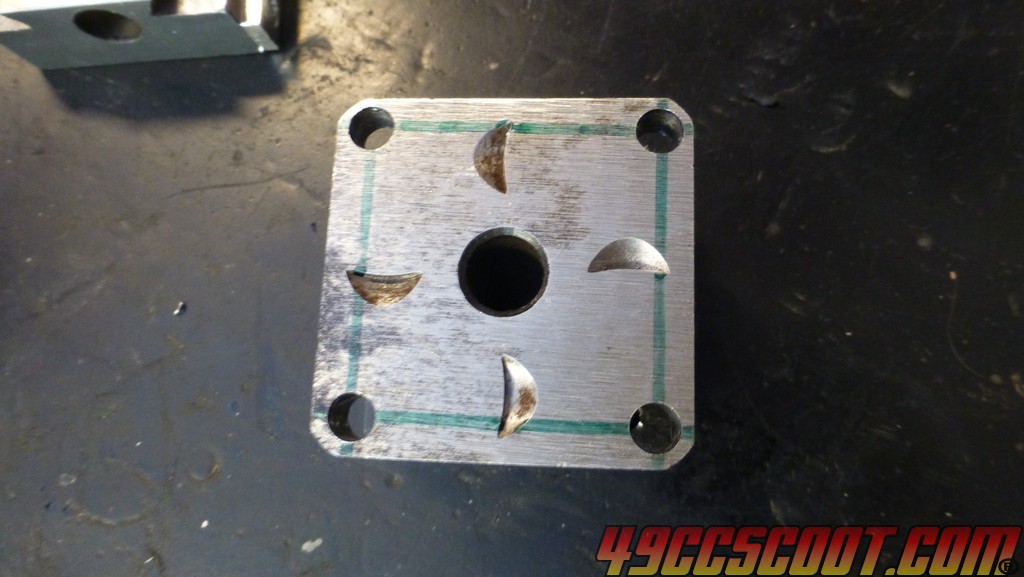
I took the tool post and cross feed slider thingy (try to keep up with these technical terms) off. I noticed that the disc that sits in there that the compound bit bolts to was sitting proud above the surface around it.

As far as I could tell, the only way that the compound had to lock was to screw down onto that disc. The disc spins, so the actual locking into place is done by pulling the part that changes angle against the table that it sits above. It can't do that if the disc that it's sitting on is above that surface. The only question I had was; how did it lock in the first place? My best guess is that there was metal debris in there. I remembered seeing a piece of shim-like brass folded over a few times come from somewhere around there, so maybe that was it. If that was it, then I have to wonder if the factory realized that the compound setup was messed up and they just took the easy way out and threw a shim in there to help it lock and called it good to go.
Whatever the case may be, I needed it fixed for the lathe to be of much use. It didn't seem like it should be too tough to machine the disc down. Basically it would just be facing it without removing the nub in the center. Sounds great... but even if I could re-shim the disc and get the compound bit to remain stationary, I couldn't exactly machine the part while it was installed.
I noticed that there were 4 threaded holes in the other end of the part that the disc mounts in. I also noticed that I had the original tool post lying around and it happened to be barely large enough that it may be able to be mounted there.
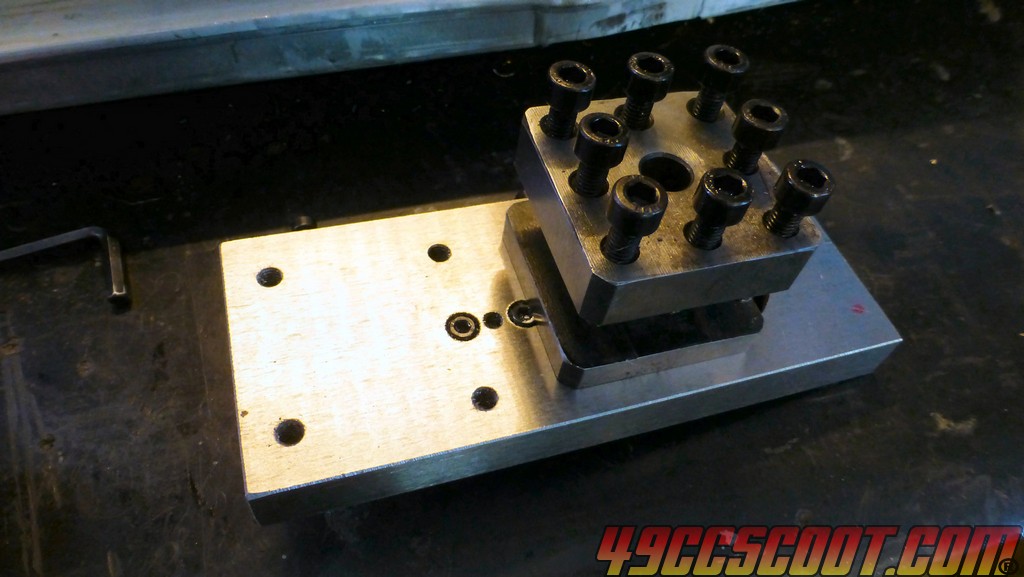
I marked it out and drilled 4 holes in the base of the tool post to align with the table. Well, 3 of them aligned. One needs a little work. I also cut down 4 M6x1.0 bolts as long as I could keep them while still being able to fit them into the tool post.
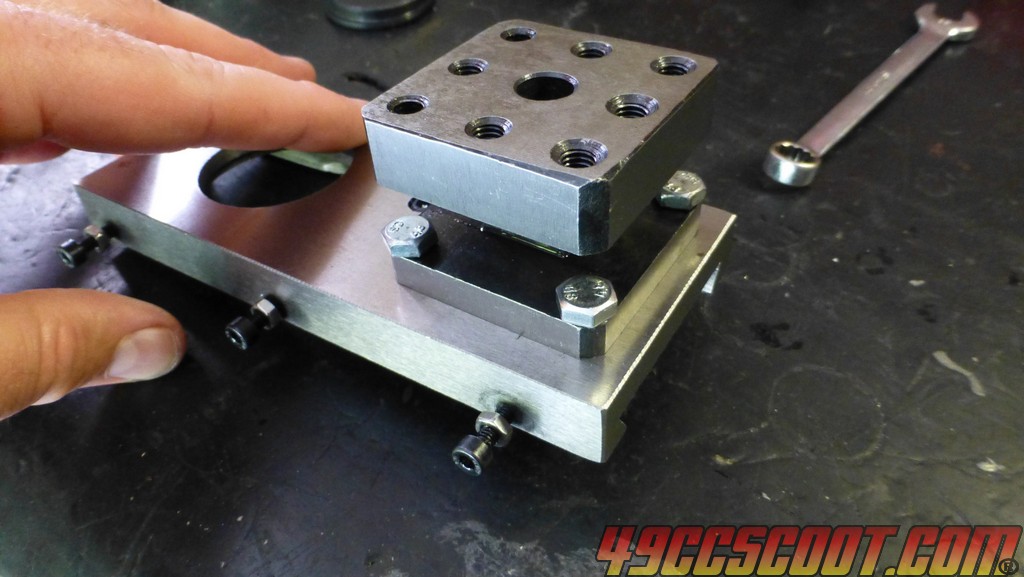
It wasn't exactly tall enough to work even if a cutter could be mounted to it's top somehow, but I thought I could figure the height out later if I could come up with a way to secure the cutter up there.

In an amazing stroke of luck, I had a square of 1/4" thick steel at nearly the exact size that I'd need in my scrap bucket. I don't really use 1/4" steel for much of anything so I was pleasantly surprised.

I drilled that out to match up to the top of the tool post and then I had a tool holder on top of a tool holder.
The cutter was 3/8" below center, so I stacked it on top of another 3/8" cutter to make it usable. I wasn't sure if this was a great idea at first, but everything felt secure and I didn't really see why it was so much different than other shimming, aside from being thicker than most.
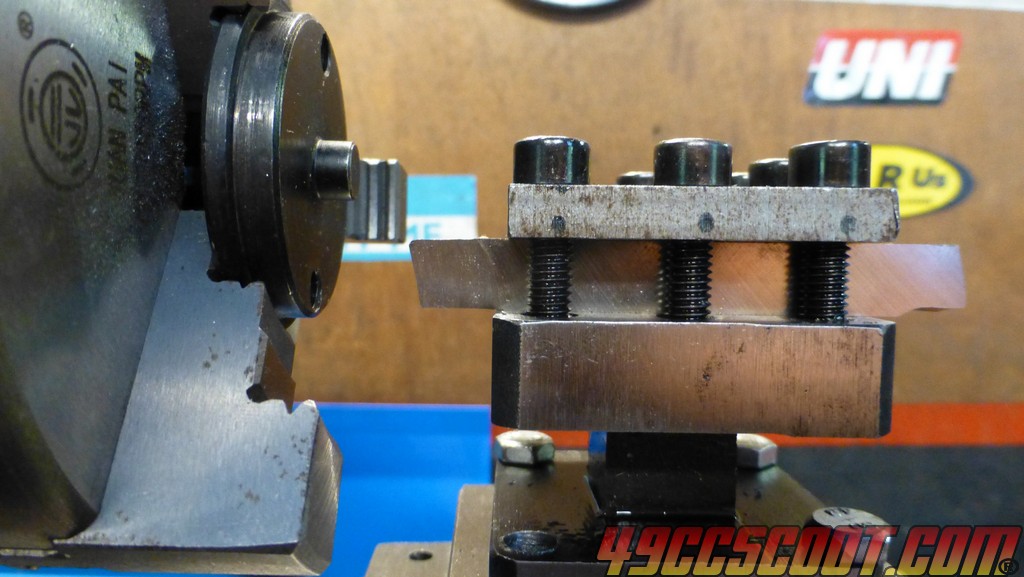
I ran the lathe in reverse, since I was working on the opposite side. Sounded right to me anyway.
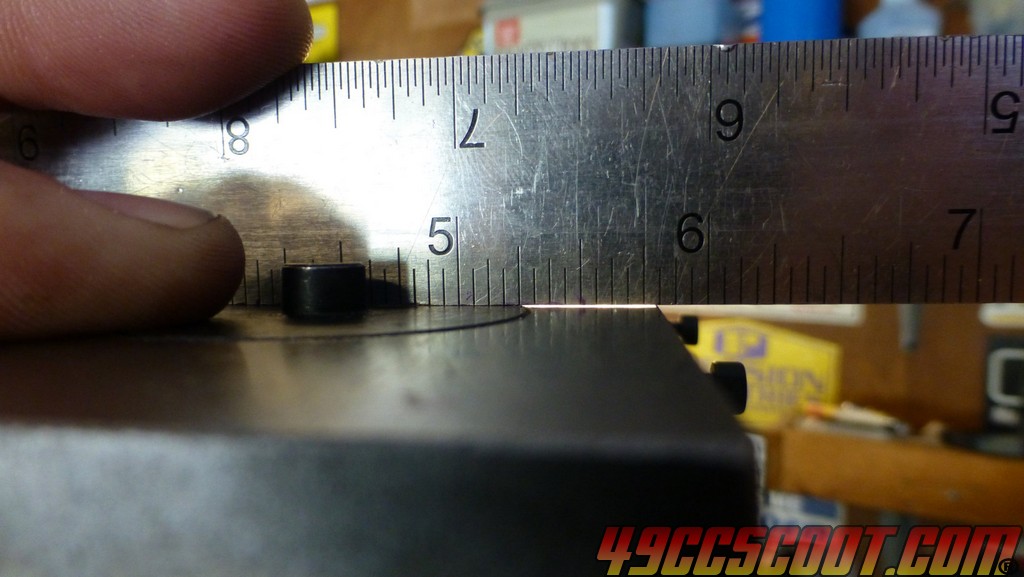
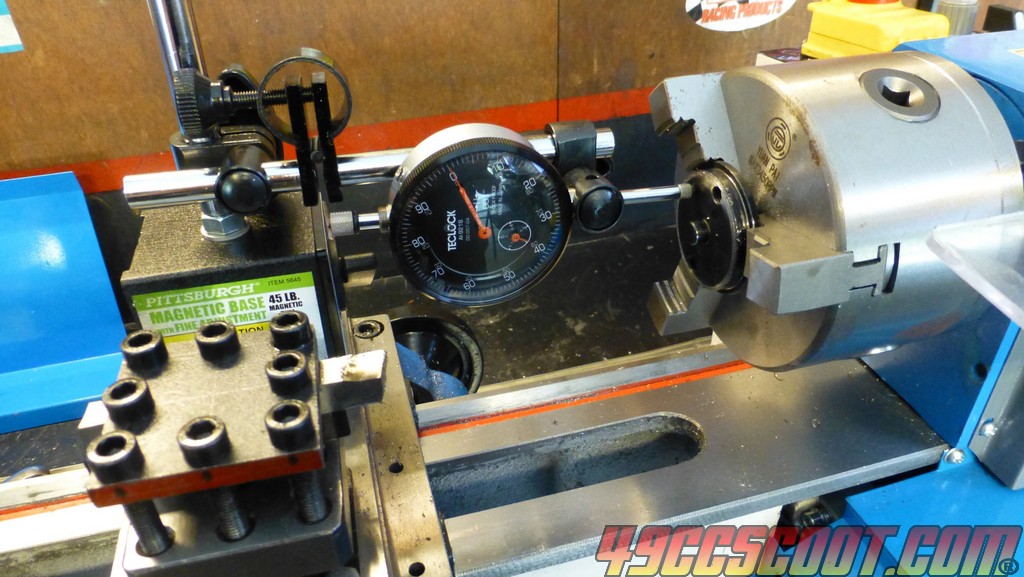
I started cutting the disc and it was only cutting the outside edge at first. I thought it was probably the disc being thicker there, but I decided to check my setup to find out. I put a dial indicator on the table beside the tool post with a magnetic base. I rotated the chuck first and found that there was a 0.005"-0.006" difference in the high and low points of the disc as it rotated. I loosened the chuck and set the low side to about 0.002"-0.003" higher than it started and got less than 0.001" on the indicator. It did take a couple of tries though. Then I moved the table across and it seemed like the table moved pretty well square to the chuck, but the indicator showed me that there were a few thousandths difference in the height of the outside of the disc and the inside. At least I knew it wasn't me cutting it weird.
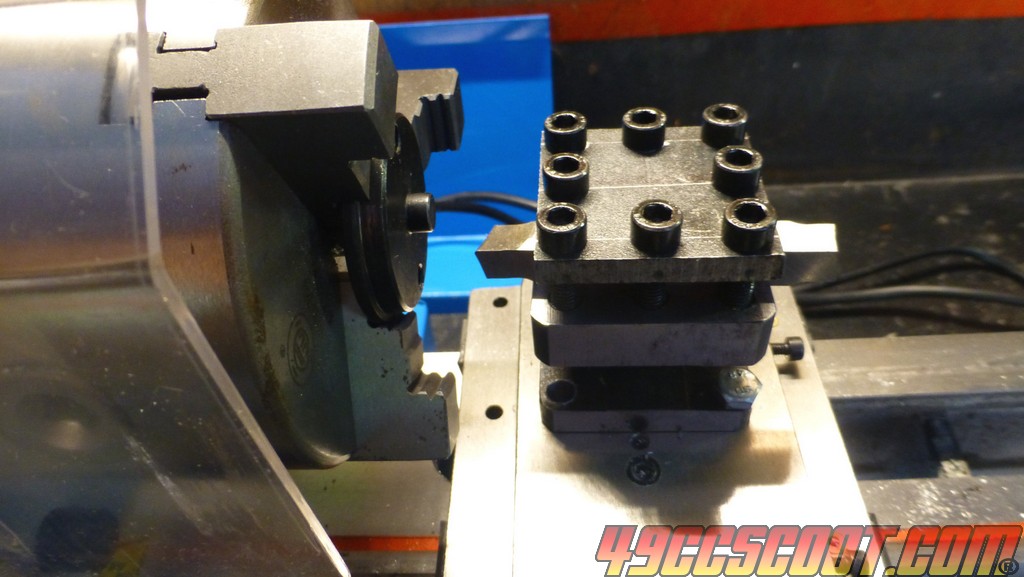
I took the indicator off and got back to cutting, knowing I needed to take a more substantial amount of material out to flatten it and create the clearance I'd need for it to allow the compound to lock. I decided to dive in and take something like 0.010" off in one pass. I really had no idea if that was a good or bad idea, because I'm not used to feed speeds and so on.
I thought it must have been a bad idea when the lathe made a quick grinding sound and abruptly stopped. Oh crap, now what did I do?

I had been getting a lousy surface finish out of it most of the time and I realized that the cutter was severely dulled, so I assume that was a big factor.
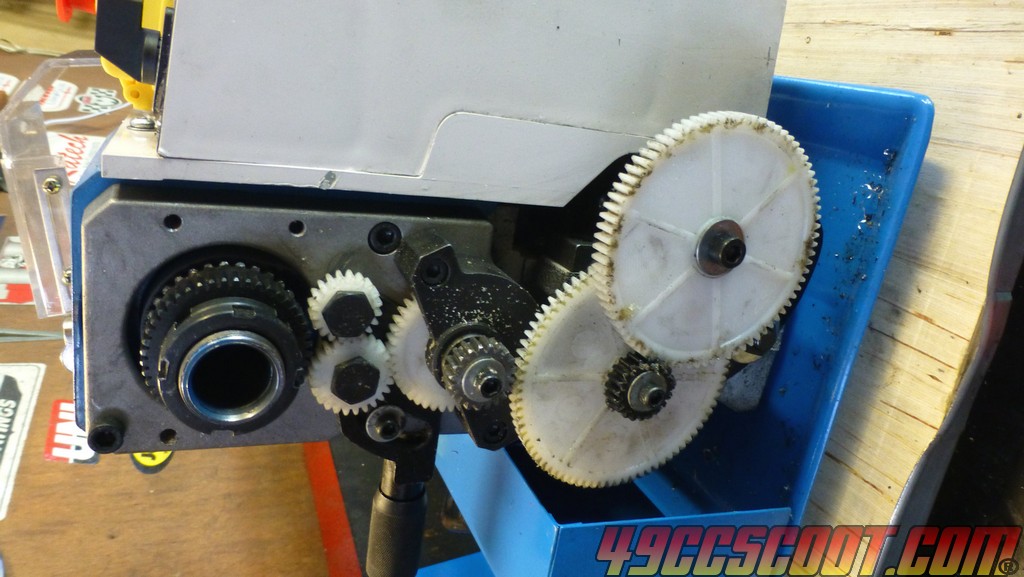
The lathe wouldn't respond at all, so I assumed a fuse must be blown. The grinding noise worried me though, so I took off the side cover to see if I could tell if the belt and gears were OK. You can't see 'em in the pic, but from what I could tell the belt and drive looked alright. Most of what you see in the pic are the feed gears that move the carriage.
The fuse was blown, so I replaced it.

I was delighted when the lathe fired back up and didn't make any more funny noises. Whew.
I switched out the dull cutter (resharpened it later though) for another cutter to try and finish the job. I took a couple of passes to level out the disc, but it cut pretty well without other mishaps with a sharper tool.

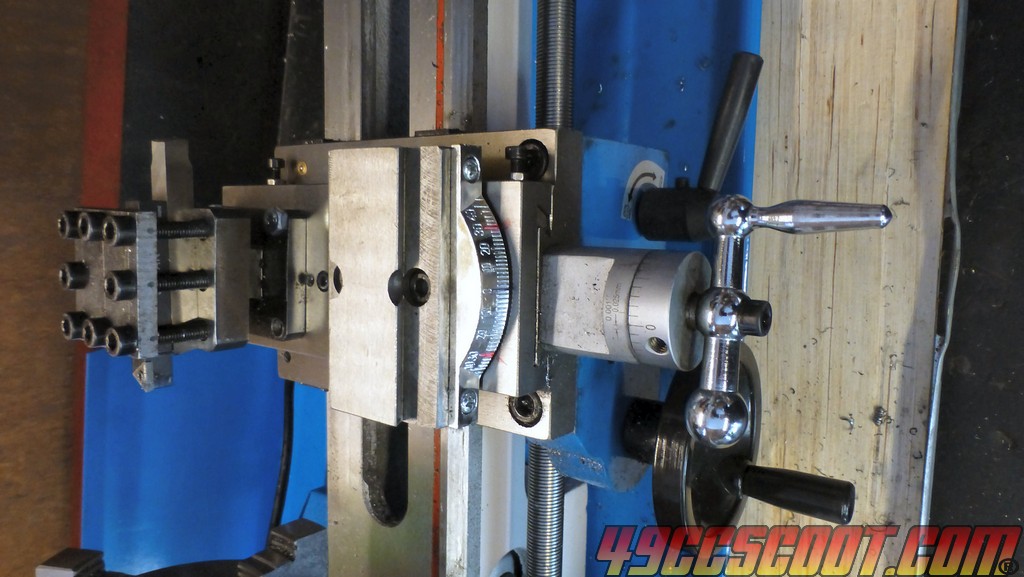
Here's the disc mounted in the table again, now sitting below deck.

I reassembled it and the compound rest would lock again! John said a lathe is the only tool that can fabricate itself. I would say a Chinese lathe is the only tool that needs to machine itself. lol
I also adjusted the tailstock's cam lock so it works with hardly any motion and should no longer run into the guard on the back of the lathe. I've seen pics where someone cut the guard on the lathe because of this, so I didn't expect it to be as easy as a quick turn of a nut to get it working as needed.
I have picked up a few things for the lathe. I got a set of 3/8" carbide tipped cutters for $35 on amazon. I forgot a pic of them in the box, but you can see one used to space the other cutter up in pics above.
I also got a small assortment of aluminum round bar on eBay for about $30 and a Shars knurling tool for just shy of $50.

I took a trip to Harbor Freight and got a small storage box to hold a few bits and pieces for the lathe and a set of T-handle metric hex keys. The T-handles are worth every penny of the $7 when working on the mini-lathe.

My apologies if my lathe posts are hard to follow because of my lack of proper terminology or poor explanations.