|
|
Post by 90GTVert on Jul 4, 2017 17:03:26 GMT -5
I'm sure I'll mod the mount sooner or later. Thanks for the design info John. The other thing that it sounds like needs attention sooner or later is the belt, since I guess they aren't easy to find and low quality. Links below to the video that it sounds like we've all watched and the pulley/belt vid so anyone else interested can find them easily.
|
|
|
|
Post by 190mech on Jul 4, 2017 18:45:54 GMT -5
I saw the belt vid,seems he picked the wrong profile,had rounded cogs and original has square profile,did a quick check at McMaster,this looks close; www.mcmaster.com/#1679k491/=18cv2sxA spare belt is a good thing to have 'in stock'!! |
|
|
|
Post by FrankenMech on Jul 4, 2017 21:45:35 GMT -5
The vid is correct about the torque and weight loading on the motor mount studs.
I can see where a little rough handling in the crate could break off those studs.
Chinese tools always seem to need a little TLC before and during use.
|
|
|
|
Post by 90GTVert on Jul 6, 2017 21:53:16 GMT -5
|
|
|
|
Post by FrankenMech on Jul 6, 2017 22:19:03 GMT -5
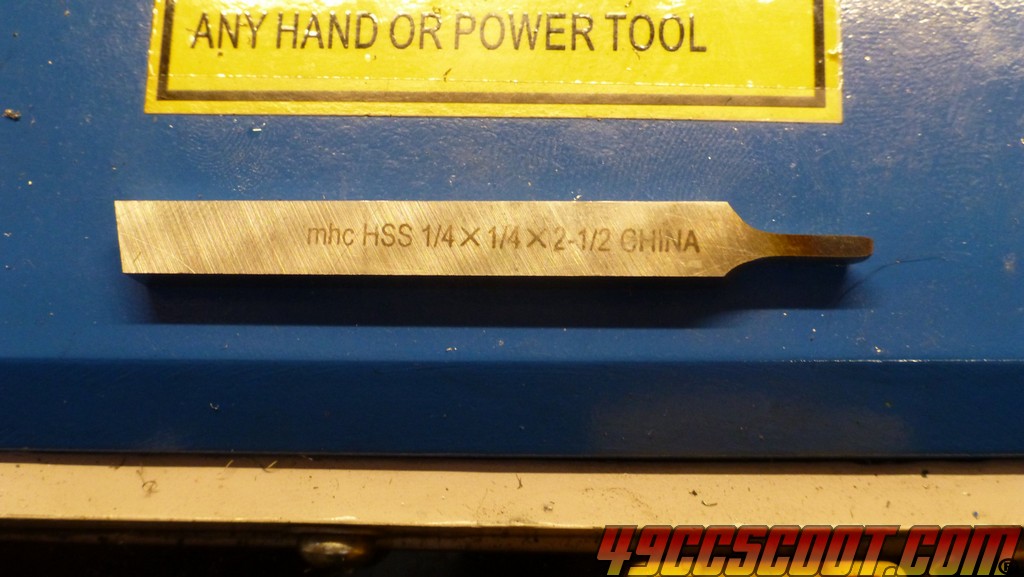
It Worked!!! Keep practicing on HSS cutter bit sharpening. Read up on it in the manual. It is kind of an art form. Here is a place that sells tool blanks: www.travers.com/cut-off-tool-bits/c/297655/It is much easier to start with something that is mostly pre-formed. Pretty soon you will be making T-slot bolts and nuts. |
|
|
|
Post by spaz12 on Jul 9, 2017 2:02:38 GMT -5
Brent made up some key chain trinkets for me that I'm giving to my kid as a birthday present. Super stoked, so I'm sure my kid will love them as well. Thanks again Brent! Pictured next to a .40 cal and a .223 50 BMG AP for scale   |
|
|
|
Post by 90GTVert on Jul 9, 2017 8:00:08 GMT -5
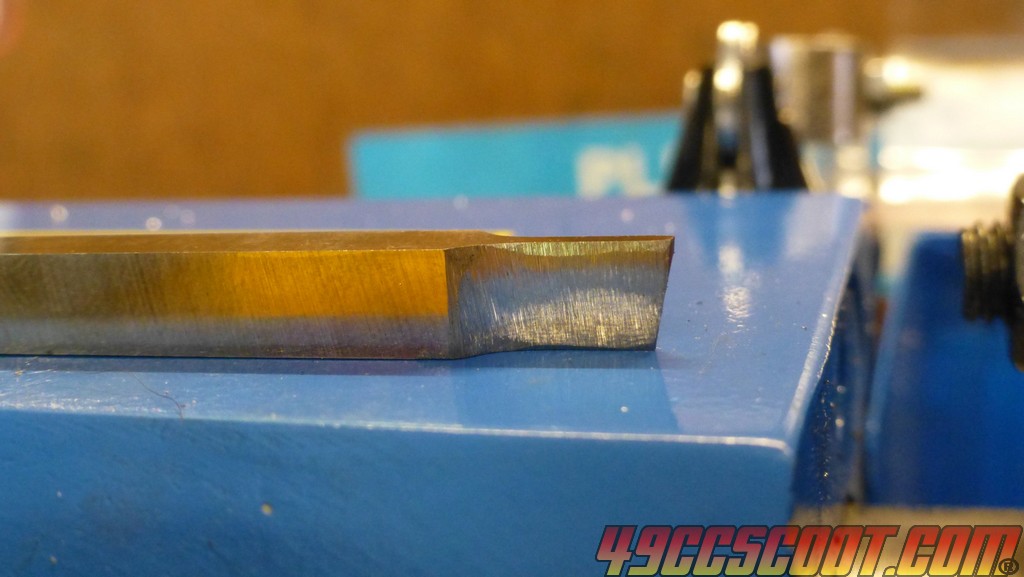
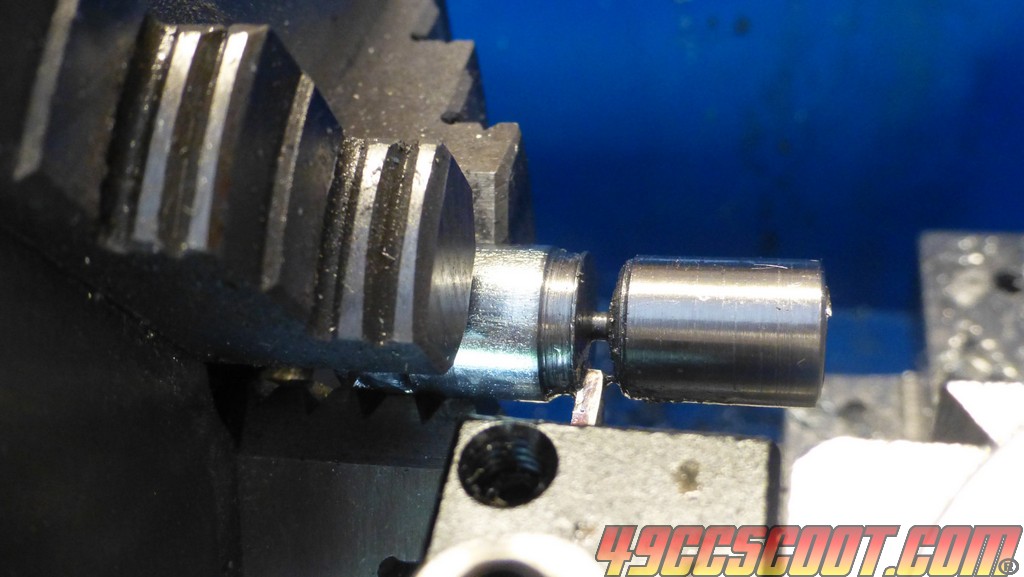
Pictured next to a .40 cal and a .223 I'm surprised they are even that close to anything. lol I drew shapes on paper that looked about right to me and then tried to mimic them with whatever size aluminum I was using (forgot already), so it's just dumb luck. John mentioned facing a variator. I didn't really have anything that I wanted to change the performance on right now. I mean I always want to go faster, but for the most part things are pretty much as they need to be. I do have the Malossi over range variator that has a groove worn in the face though so it's not flat all the way from outer edge to center. I have a replacement for it, so that made it even better to work on IMO. 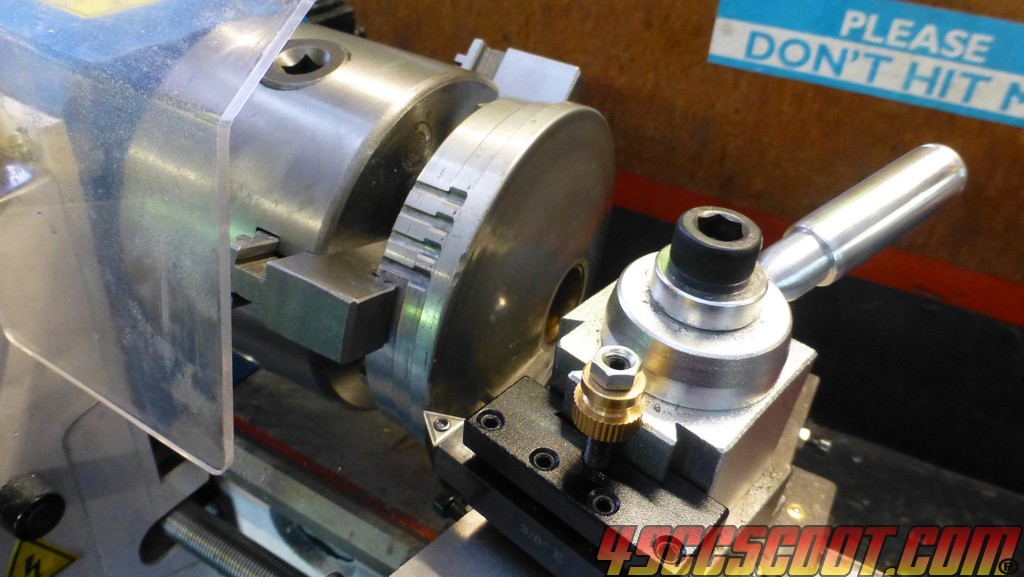 I didn't do the setup of the lathe by dialing in a known angle that I wanted. I put the piece in the lathe and then used a steel ruler to match the angle of the face to the angle of the compound rest. Basically I just butted the two up with the ruler between them, making sure there were no gaps, and then locked down the compound rest. It seems like cheating, but it also makes sense in my mind if all I want to do is reproduce an angle and take a little off to reface a piece. I'm not even 100% sure how to get the angle correct otherwise, so that's something I need to read about. I've got stock or used variators and fixed halves around to practice on at some point. It was a bit awkward the way I set it up to cut at such a low angle. I had to remove a handle, because they ran into each other on one end of the travel. I used a T handle on the bolt to move the slide when facing. Maybe I should have done it like the 2nd pic instead or maybe I'm missing a better way? I could have worked from a different direction on the side I used too, but it would still make the handles hit each other.  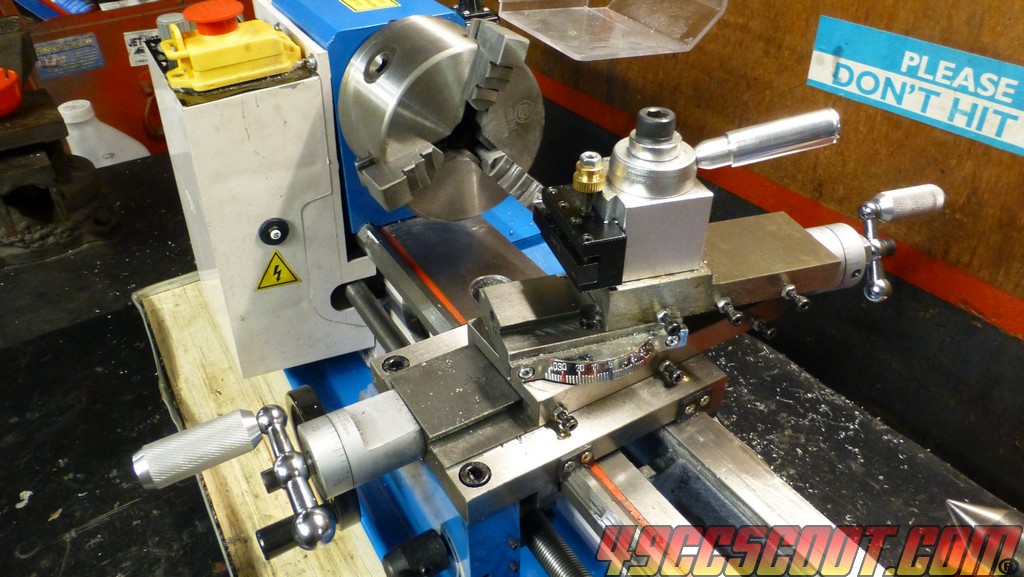 I made the first pass and thought, "wow, it was way off." Then I realized, I think you can see the low spot, but you can also see that I didn't set the variator up in the lathe correctly. 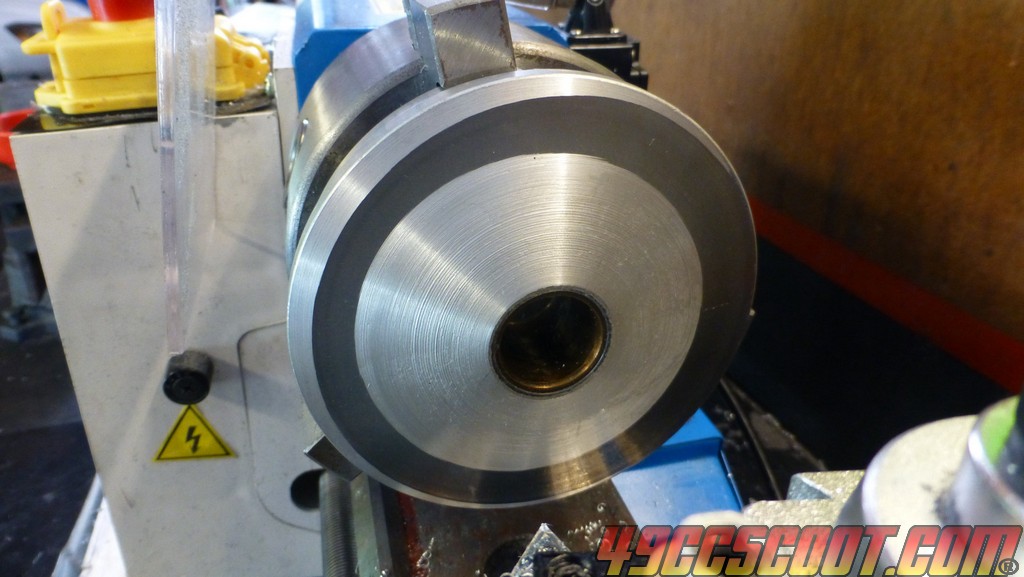 I put a dial indicator on it and the face was something like 0.006" off as it turned, so I fiddled with that until I got it straight enough. I didn't get it dead nuts, but around 0.001". Then I made another pass and it seemed to cut how it should.  The new variator and the old variator were the same angles. I didn't take a pic of the old one pre-facing, but here are the re-faced and new variator angles. Close enough for me. The face was also flat when checked with a straight edge after.   Doesn't leave a lot of meat in the center, but I don't know if that's a problem anyway.  I checked the Malossi fixed half as well and it was mildly worn. I don't think I really needed to, but I refaced it too. I figured I might as well since I have it set up at the right angle already. This one I actually plan to use when T2's CVT goes back together.  Setting it up was a pain. It took me a bunch of tries to get it so there wasn't a lot of runout. Having fan blades to grab onto made it a little more difficult I think.  I replaced the 10A fuse with a 10A circuit breaker. It was a planned mod. I was just too lazy to take the front apart and see if I could fit something different and find a part... and then a new vid from TimNummy about it popped up the other day so I couldn't resist. HERE is his vid.  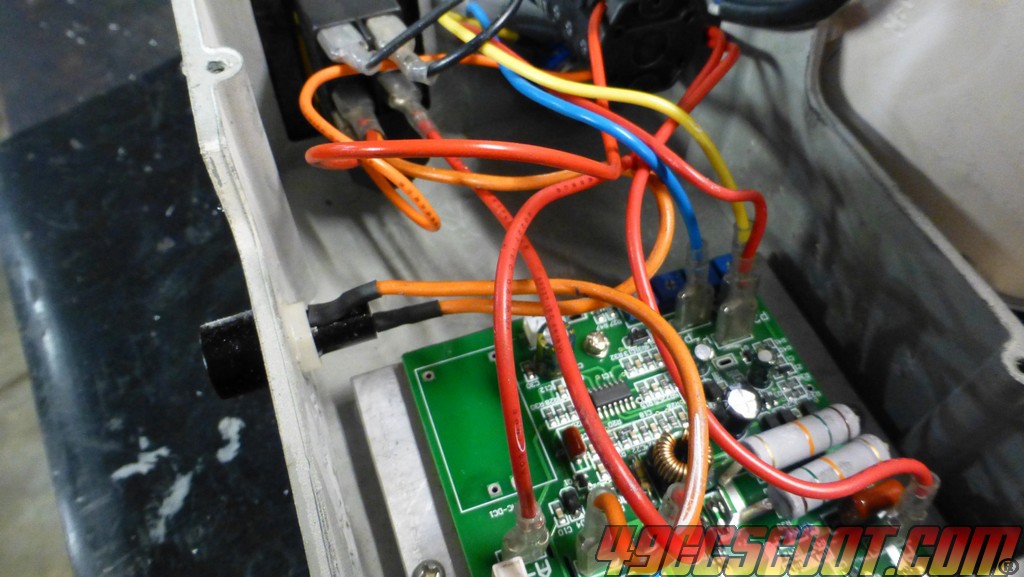   |
|
|
|
Post by aeroxbud on Jul 9, 2017 11:20:36 GMT -5
That's a great use of the lathe, to re-face the variator.
I guess you should of done a pdi on the lathe when you got it!
|
|
|
|
Post by benji on Jul 9, 2017 13:33:15 GMT -5
Brent made up some key chain trinkets for me that I'm giving to my kid as a birthday present. Super stoked, so I'm sure my kid will love them as well. Thanks again Brent! Pictured next to a .40 cal and a .223 50 BMG AP for scale You should totally make some of these with 49ccscoot.com logos on em. Some 9mm silver bullets would be cool for werewolves. |
|
|
|
Post by oldgeek on Jul 9, 2017 14:25:29 GMT -5
........50 BMG AP for scale Showoff!  |
|
|
|
Post by 190mech on Jul 9, 2017 15:27:07 GMT -5
Looking great Brent!Glad you and the lathe are 'bonding',,I install a dial indicator on the tool post and do a runout check and bump the vari around till its within a few thou,then run across the face with the compound slide(adjusting the slide angle a million times) till its close to "0" end to end,I cut on the back side with the spindle running backwards to keep stuff from crashing..I think the quick change tool post kit came with a parting tool adapter,just needs a tool bit,,I'm not a fan of a parting tool as they'll cut nice,then bang,dig in bigtime and your work piece is junk,,Ive got a few and use them when a fine finish os needed,but otherwise a good notch with a tool bit,then followed with a a hacksaw(carefully!)has been my first choice..
|
|
|
|
Post by FrankenMech on Jul 9, 2017 16:22:44 GMT -5
Cut-off tools just take practice like anything else. Chip loading due to decreasing diameter is a problem. Facing a part has similar problems and getting a good finish is difficult.
Like I mentioned before, making bullets to actual dimensions is good practice also.
You will accumulate 'tooling' to make holding things easier.
Single point 'V' threading will be a major challenge soon. I set my compound to 29.5° to keep most of the cutting pressure on one edge of the tool. Cutting with one edge keeps from overloading the tip and breaking down the tool. I was taught that way in school and the shops I worked in used the same method. Some people use different angles. When you get to acme threads etc it gets even more fun.
Did you get a Machinery's Handbook yet?
|
|
|
|
Post by 190mech on Jul 9, 2017 18:16:27 GMT -5
Agred Franken!Its a knee jerk reaction to automatically set the compound to 29.5 degrees for me and stays there till something calls for a froggy angle..Feels natural to have the compound at a base 29.5,all the hand wheels are away from each other,yet close by..  |
|
|
|
Post by 90GTVert on Jul 9, 2017 18:24:58 GMT -5
Did you get a Machinery's Handbook yet? I have a pdf copy of one, courtesy of a link from a member. Honestly haven't really looked at much of it yet. I saw a bunch of math at the beginning and said oh hell no, not right now. lol Haven't read much at all of the book John sent. I'm bad about just doing things sometimes. Other times I research them to death before I'll try anything. In the warm months, I'm especially bad about reading anything beyond the forum, email, and youtube comments. |
|
|
|
Post by FrankenMech on Jul 9, 2017 22:40:41 GMT -5
Most of what you will use in the Machinery's Handbook will be tables, threads, fasteners, materials, etc. It is a book no machinist is without.
Sit down, relax, and read a little bit of John's book. It will make things much easier and avoid crashes and bangs. Start with basic cutter bits and parts of the lathe.
That little DC motor that drives the lathe could use a couple of exhaust clamp bases to cradle it properly with a nice flat surface to support it. The regular U-bolts that come with the clamps make the OD too large for good belt adjustment though. Some sort of band clamps like several good hose clamps may be better.
|
|