|
|
Post by pete130 on Feb 20, 2022 0:41:43 GMT -5
Well, it ain't pretty but it works with stuff I had on hand. 👍 No way of knowing RPM it's running at, or what it will run like at whatever current under load. But it does work.  I say, if it works then great, the thing we make and use to fix scooters lol im starting to think im a fabrcator as well and a backyard maniac |
|
|
|
Post by fly on Feb 20, 2022 5:42:19 GMT -5
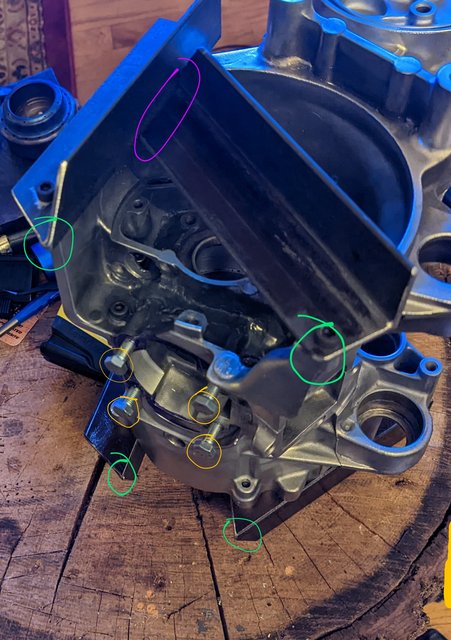 Yellow are bolts with the writing flattened off the top, spaced 18mm off the surface. I used some super glue to keep them from moving around. The green tips are all points completely, excruciatingly in that exact same 18mm plane, +/- 0.02mm. they'll be the mount points for some cross members I'll weld on tomorrow. The router sled will ride on those cross members. ETA: the purple needs weld too, there was not another good bolting option for that side. ETA 2: this is a kind of measure 15x first type operation. Tomorrow will be a day of particulars. I also need to test the router behavior in Al. And then when mounted to sled test more yet. I got some grade 5 Ti, as well. It came in 0.15mm over spec and warped a bit from cutting. I spent a bit chasing my tail flattening the warp out with an arbor press (really hanging off the dang thing trying to get it to flex enough to counter bend, grade 5 is a big leap from 2). And I'll need to surface it. I'll make the first one out of Gr 2, and try again with the Gr 5 but might skip it for now. But I want those done and final thickness before I cut the cases. |
|
pili
Scoot Enthusiast

Posts: 278
|
Post by pili on Feb 20, 2022 12:14:36 GMT -5
This thread is better than Netflix. I thank you  |
|
|
|
Post by fly on Feb 21, 2022 3:14:05 GMT -5
I got the cross members welded on tonight. I put down two pieces of bar, and rested the bracket points on them. The case stood upright on them on its own. And then I just welded the the points to the bar. I used a piece of Al to cross them and drop down for measurement to surface. 49.7mm (+/-0.03mm to which is smaller than accuracy margin of error) no matter which way I measured or where on the surface. Side to side, diagonal, all of it. I'm tickled pink as a salmon. I was going to take the jig off and clean up the welds, but I'm not going to touch it. I love where it's at. I'll just run a fine diamond stone on the cross members to knock off any high points that might exist.  Next up is the spacer and the router sled. I'm torn on whether to make a single piece spacer, or split to match each case half. I'm leaning towards single. Easier, and adds some cross case-half stability. Before I make it I'm going to draw it up in cad. If I have the file maybe somebody with a waterjet or the like will save me a headache and zip it out for me. Simultaneously will be making the router sled. |
|
|
|
Post by fly on Feb 21, 2022 8:24:08 GMT -5
Did up a 2d cad of the base gasket with some guesses as to Malossi's reference points. Came surprisingly close first try with basic measurements. This is a print of the cad drawing and on the right the pencil are the only two areas that were off. I was curious what an online service would charge, you can have this cut from 2mm 6061 for $3/pop including material at "send cut send." Only thing being they have a $30 minimum. They do have Ti, 1.6mm gr 5 was still only $26 including the material and shipping. But it was 1.6 or 3mm, nothing in between. Might check out different places, but need to adjust file first. 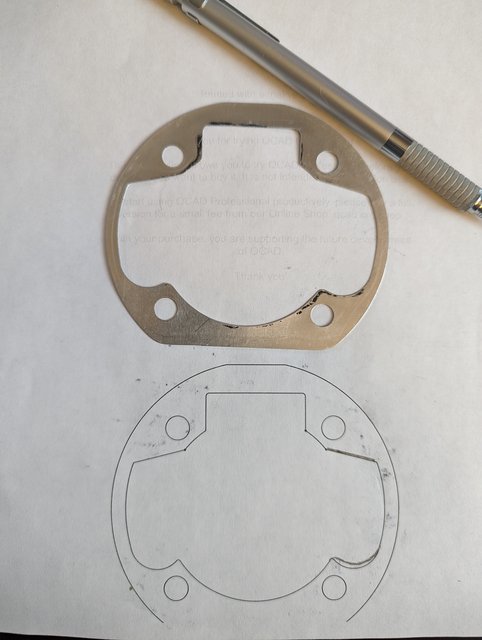 ETA: I did add a millimeter width around the outside, a bit bigger footprint than the base gasket. |
|
|
|
Post by fly on Feb 23, 2022 4:36:38 GMT -5
I have placed an order for the corrected base plate design. Send cut send was vastly cheaper than other services. I was able to order 3 made of 2mm 6061 Al, and 1 made of 3.2mm grade 5 Ti for $34 shipped. The next smallest size they had in GR 5 was 1.6mm, darn. But in surfacing maybe I can get it down to a better thickness. 3.2mm, as it turns out, is almost exactly the thickness of the case material that overhangs the stator area. Should ship within 3 days. Perfect amount of time to finish router sled and do some testing. 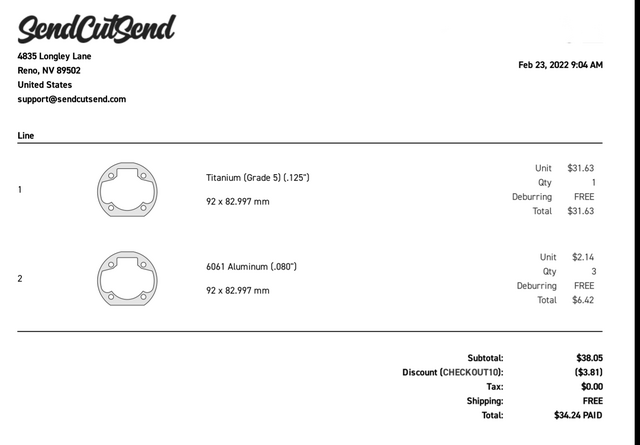 |
|
|
|
Post by fly on Feb 26, 2022 3:41:23 GMT -5
 The OE gears came from partzilla. Popped them apart, and pressed on the Malossi. Just used an arbor press. I don't have a shop press, it's just a lot of space for something I would barely use. Normally, sitting on the handle of the arbor press and "tapping" the top of the ram with my beloved 40oz vintage Plumb ball peen is more than enough. Kinda of an impact arbor press lol. Naturally, there were Al scraps on top and bottom to protect gears. Base plates should be here soon from sendcutsend, just waiting on that. Sooooo ready to get that sorted so I can move on! |
|
|
|
Post by fly on Feb 26, 2022 3:53:47 GMT -5
 Incidentally, took advantage of this to send in another project. Having this cut out of 1095 for the blade and linen micarta for the handle scales. Came in 70 cents under minimum, so $29 shipped for the blade and two scales. I'll have to grind the bevels myself, which is no problem because I'm an ace with files. I'll send it to Peters for heat treat at 60hrc. This is really a prototype. I have some CPM-3V I've been meaning to do this out of, this is a good opportunity to run the design for awhile and tweak it before I do one in 3V. Thought some of y'all might find it interesting. It's my take on the perfect bush knife. |
|
|
|
Post by fly on Mar 3, 2022 15:22:41 GMT -5
 Router sled is flat, everything is square. Bit lines up square, no perceptible runout. Base spacers should be here today. Took a bit longer to get here then expected, but nbd. |
|
|
|
Post by fly on Mar 3, 2022 15:40:27 GMT -5
I am really nervous about this part. Oh, and wow, there's the FedEx truck!
|
|
|
|
Post by fly on Mar 3, 2022 15:44:24 GMT -5
 Nice packaging, they're vacu-sealed to the cardboard. |
|
|
|
Post by fly on Mar 3, 2022 15:59:05 GMT -5
   Base gasket on top of spacer, spacer on top of base gasket on cylinder. Perfect! One more post with pic in a minute. There's one port window I need to clean up, much to my chagrin. I'll have to get a file type I don't have (diamond, curved), or maybe some sand paper on a something the right shape to get it in there. |
|
|
|
Post by fly on Mar 3, 2022 16:09:56 GMT -5
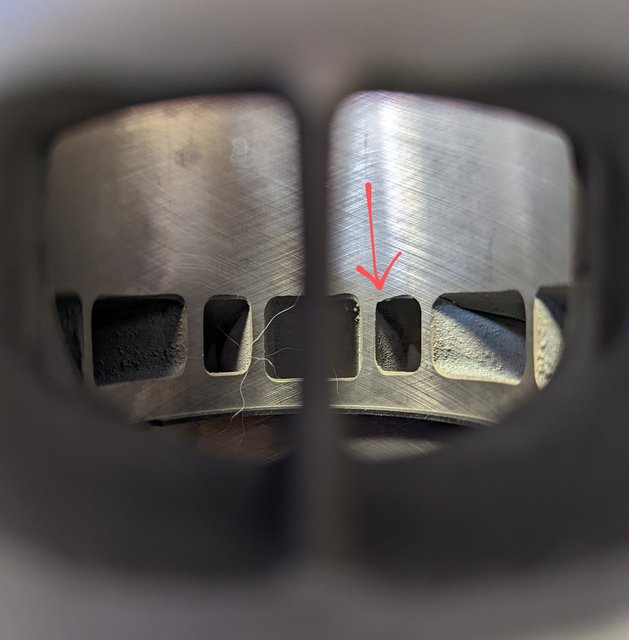 Looking in through the exhaust port. I'm fine with the other windows, good enough. But that one is more off than I'm okay with. I'll have to gingerly even it out. Otherwise the cylinder is decent. They really don't bother to deburr anything at all with the head, had wire edge flake out of the gasket channel, even. |
|
|
|
Post by fly on Mar 4, 2022 12:17:49 GMT -5
I will try it this router sled/cross brace setup today. The 6061 spacers are dead on 2mm and totally flat. I will use it the Ti doesn't come out right.
The Ti one will need surfacing regardless. The cutting process for whatever reason raised the edges. That's unexpected, whether they use laser or waterjet. Not at the edge, but like a small swell starting at the edge. Perhaps heat is responsible.
Anyway, I'm too ready to surface the case to mess with the Ti spacer first. Yes much stronger, but the forces it combats are all pretty much sheer. Push comes to shove 6061 is fine, the only problem that would come is if it were some reason bonked on the stator side hang over.
I'm thinking of using a semi rigid under the spacer. Something like Permatex Right Stuff. Maybe not, I'll have to see. Welcome feedback on this. On everything, really.
My back burner option with the base plate is to surface the cases down 2mm as planned, and deck the cylinder 1mm or so if I really want to use the Ti piece. In some ways that's a better option in terms of strength. Would welcome any feedback on that idea, as well.
I don't know why they spec so much wiggle room in the skirt bore, btw. I don't know if this is particular to small scooters, or what.
Finally, and lastly for this post, I'm starting to think that with all the work I've done on these cases, I may mill out the narrow mating surfaces and make a spacer for that after all. I really don't want to have to crack these cases back open for a long time, if ever. My particular worry is the reduced channel in that mating area is pretty small, and the differential in thermal expansion/contraction between the Aluminum case and JB weld might want to pop it over time, even with all the backing JB. Much like a pothole is formed.
This project has been an exercise in patience, most definitely.
Hopefully there will be pics of a surfaced case tonight!
|
|
|
|
Post by fly on Mar 4, 2022 12:30:50 GMT -5
Oh, I want to add. One of my other interests is vintage axes, and has been before the recent craze. Point being, I have dozens of them, and subsequently many manners of maintaining them.
I have a fresh sharpening puck that I will flatten, and it's just the right size and shape (circular) to lap the case if it needs it, in a totally fine 400 grit in the fine side. Sure it may plug up the puck, but I don't think before it's done its job. Maybe that's immaterial at this point, but thought I'd mention it.
|
|




